최종 수정일 : 2022.10.04
스테인리스 위생관(KS D 3585 : 2008) (2018 확인)
Stainless steel sanitary tubing
적용범위
이 표준은 낙농, 식품 공업 등에 사용하는 스테인리스강 위생관(이하 관이라 한다.)
비고 1 주문자는 미리 제조자와의 협정에 따라 본문에 규정한 항목 이외의 부속서 A 의 특별 품질 규정인 부식 시험을 지정할 수 있다.
비고 2 이 표준의 대응 국제 표준은 부속서 B에 나타냈으며, 이 표준의 본문 규정에 대신하여 적용 할 수 있다.
종류의 기호
관의 종류는 4종류로 하고 그 기호는 표 1에 따른다.
화학성분
표 1 - 화학성분

기계적 성질
|
종류의 기호
|
인장 강도
N/mm2
|
연신율 %
|
|
STS304TBS
|
520 이상
|
35 이상
|
|
STS304LTBS
|
480 이상
|
|
|
STS316TBS
|
520 이상
|
|
|
STS316LTBS
|
480 이상
|
|
|
비고
용접 강관에서 인장 시험편을 채취할 경우, 12B호 시험편은 이음매를 포함하지 않은 부분에서 채취한다.
|
||
수압 또는 공기압 시험 특성
관은 수압 또는 공기압 시험을 하여 2.5 MPa의 수압을 가하든지 또는 0.6 MPa의 공기압을 가했을 때, 이에 견디고 누설이 없어야 한다.
비파괴 검사 특성
이음매 없는 강관은 초음파 탐상 검사 또는 와류 탐상 검사를, 용접 강관은 와류 탐상 검사를 하여 KS D 0250의 탐상 감도 구분 UD 또는 KS D 0251의 탑상 감도 구분 EY의 대비 시험편의 인공 흠으로부터의 신호와 동등 이상의 신호가 없어야 한다.
표면 다듬질
관은 원칙적으로 내외면 400번 연마 다듬질로 한다. 다만 주문자는 다듬질면 및 다듬질 상태를 지정할 수 있다.
치수 및 치수 허용차
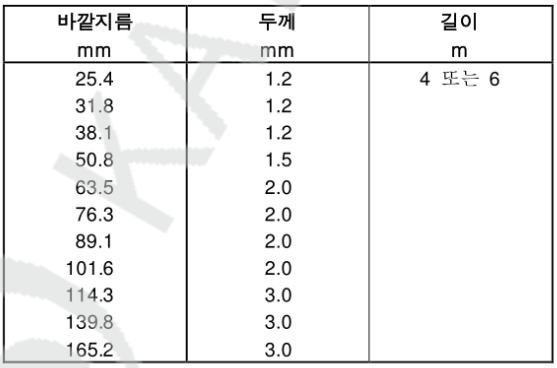
관의 치수

바깥지름 및 두께 허용차
겉모양
a) 관은 실용적으로 똑바르고 그 양 끝은 관 축에 대하여 직각이어야 한다.
b) 관의 내외면은 마무리가 양호하며 사용상 해로운 결점이 없어야 한다.
제조 방법
a) 관은 이음매 없이 제조하든가 자동 아크 용접이나 레이저 용접 또는 전기 저항 용접으로 제조한다.
b) 관은 고용화 열처리(1010℃ 이상 급랭)를 한다.
STS TB - 스테인리스강 위생관(KS D 3585 : 2008)
최종 수정일 : 2022.10.04 스테인리스 위생관(KS D 3585 : 2008) (2018 확인) Stainless steel sanitar...
blog.naver.com
'기준·규격 > 안전설계(D)' 카테고리의 다른 글
| 옥외저장탱크의 포 소화설비 설계지침(KOSHA GUIDE) - 2012.07 (0) | 2023.03.07 |
|---|---|
| 상압 저장탱크의 설계에 관한 기술 지침(KOSHA GUIDE) - 2017.10 (1) | 2023.03.07 |
| CGC - 도장 용융 아연 도금 강판 및 강대(KS D 3520 : 2020) (0) | 2023.03.07 |
| 냉·온수 설비용 플라스틱 배관 시스템 - 염소화 폴리염화비닐(PVC-C)관(KS M 3414 : 2020) (1) | 2023.03.07 |
| SS - 일반 구조용 압연 강재(KS D 3503 : 2018) (0) | 2023.03.07 |



